A screw elevator mainly uses an electric motor to drive the screw shaft for rotation, pushing materials to rise or fall along a pipeline or trough to achieve continuous conveying.
A screw elevator mainly uses an electric motor to drive the screw shaft for rotation, pushing materials to rise or fall along a pipeline or trough to achieve continuous conveying. Its core function is to change the potential energy of materials, and it is suitable for powdery, granular, and small lumpy materials.
Working Principle of Screw Conveyor
The core principle of a screw elevator is that the electric motor drives the screw shaft to rotate at high speed through a reducer, making materials cling to the pipe wall and form a continuous conveying flow.
1. Working Process
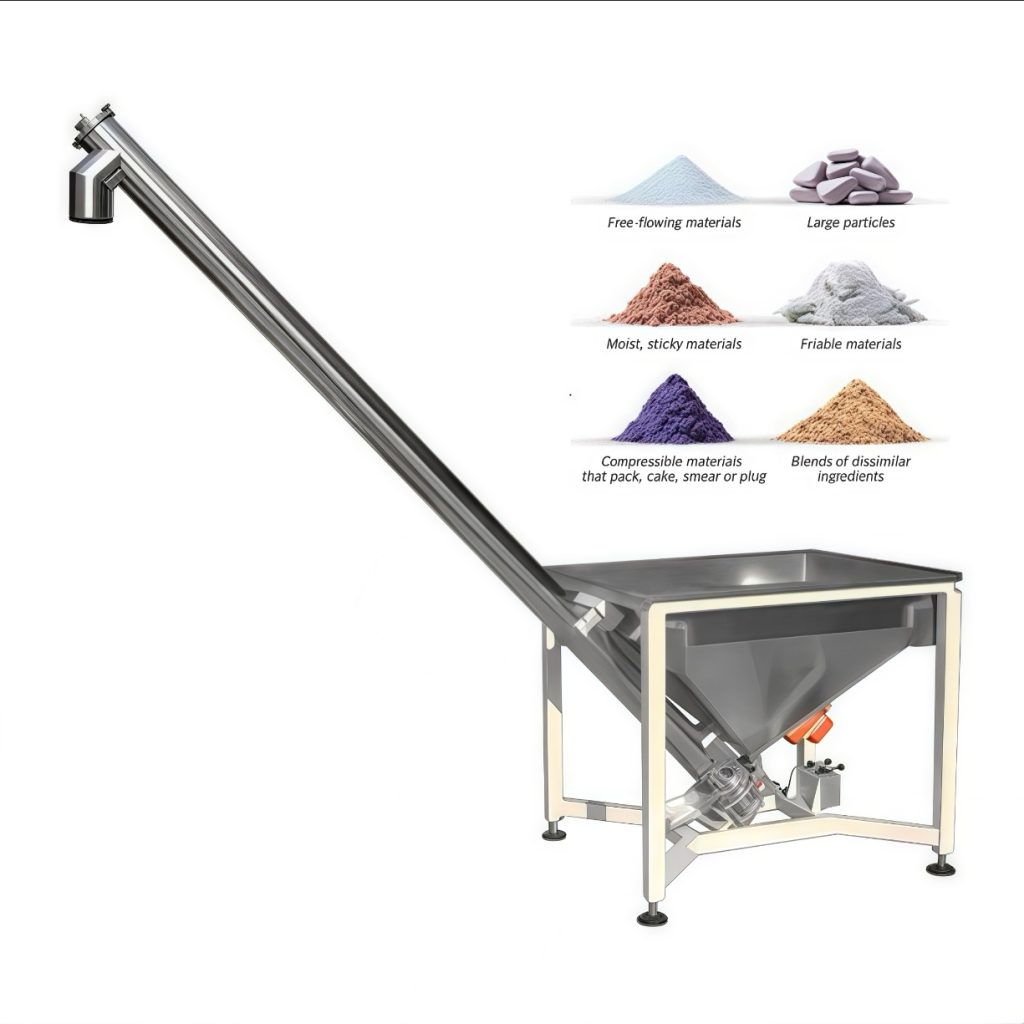
Feeding Stage: Materials enter the trough (or side feed inlet) from the silo (bottom feed inlet).
Lifting Stage: The rotating screw blades push materials upward in sections, forming a continuous movement of a “material column”.
Discharge Control: Materials are discharged from the top discharge outlet via gravity or a guiding device; some models can be equipped with multi-point discharge.
2. Functions of Key Components
Component
Function
Screw Blade
The core component for pushing materials. Different blade types (solid/ribbon/bladed) are suitable for powdery/granular/sticky materials.
Closed Pipe Shell
Prevents dust leakage and maintains conveying stability (available in U-shaped trough or circular pipe).
Support Bearing
Bearings at the top and bottom reduce the swing of the screw shaft and ensure concentricity.
Main Application Fields of Screw Conveyor
1. Industrial Manufacturing Field
Chemical Industry:
Conveying powdery chemicals (such as chemical fertilizers, plastic granules) and granular raw materials.
Building Materials & Metallurgy Industry:
Vertical conveying of cement, sand, gravel, and metal powder.
Short-distance lifting of slag in the metallurgy industry.
2. Food & Pharmaceutical Industry
Food Processing:
Automatic conveying of grains (wheat, rice), flour, and powdered sugar.
Pharmaceutical Production:
Dust-free conveying of pharmaceutical granules and capsules (complying with GMP standards).
3. Special-Scenario Applications
Agriculture & Food Supplements:
Lifting of fruit and vegetable residues and condiments (stainless steel material is required).
Conveying of mixed granules in feed processing.
Technical Advantages of Screw Conveyor
1. High Space Utilization
Advantages of Vertical Layout:
Through vertical or large-angle conveying, the floor space is only 30%-50% of that of traditional conveying equipment, making it especially suitable for workshops with limited space.
Modular design supports flexible integration into production lines (e.g., inter-floor material transfer).
2. Sealing Performance & Environmental Protection
Fully Closed Structure:
The tubular or U-shaped trough shell effectively blocks dust leakage, meeting the GMP dust-free standards in the food and pharmaceutical industries.
Reduces material loss (e.g., chemical powder) and environmental pollution risks.
Anti-Cross-Contamination:
Stainless steel materials (304/316L) have a smooth surface that is easy to clean, preventing bacterial growth.
3. Precise Flow Control
Frequency conversion motors adjust the rotation speed in real time to meet the conveying needs of different materials (e.g., precise feeding in the food industry).
4. Customizable Expansion
Supports special designs such as variable-diameter screws (anti-clogging), double screws (for cooling/drying processes), and side feeding.
Models & Configurations of Screw Conveyor
Based on different materials, production requirements, and application scenarios, screw elevators come in various models and configurations. The common models and configurations of screw elevators are as follows:
Lifting Height (m)
Cylinder Diameter (mm)
Screw Pipe Length (m)
Motor Power (kW)
Feed Hopper Size (mm)
Feed Hopper Height (mm)
1.68
114
2.3
1.1
800*800
900
1.68
133
2.3
1.5
–
–
1.68
159
2.3
3
–
–
2
114
2.8
1.1
800*800
900
2
133
2.8
3
–
–
2
159
2.8
4
–
–
2.5
114
3.5
1.5
800*800
900
2.5
133
3.5
3
–
–
2.5
159
3.5
4
–
–
3
133
4.2
4
800*800
900
3
159
4.2
5.5
–
–
3
/
4.2
/
–
–
Selection Guide for Screw Conveyor Equipment
1. Material Characteristics
Physical Properties: Particle size, humidity, viscosity, and temperature.
Special Requirements: The food/pharmaceutical industry requires 316L stainless steel; acid-resistant alloy coatings are needed for corrosive environments.
2. Process Parameters
Conveying Capacity: Single-machine capacity (multiple machines in parallel are required for excessive capacity).
Lifting Height: The maximum vertical height is 15m (enhanced bearing support is required for heights >10m).
Working System: Continuous operation or intermittent operation.
3. Power & Control System
Motor Power: For vertical conveying, it is estimated at 0.5-1.2kW per meter (a power ≥7.5kW is required for a height of 10m).
Speed Regulation Requirement: Frequency conversion control, suitable for scenarios requiring precise feeding (e.g., pharmaceutical production).
Safety Configuration: A torque limiter and brake (anti-reversal) are essential; the base needs to be reinforced in vibrating environments.
4. Material & Durability
304 Stainless Steel: Generally used in the food/chemical industry, with moderate corrosion resistance.
This website uses cookies to improve your browsing experience. By continuing to use this site, you accept the use of our cookies. Data collected from this website is processed and stored in the United States.
 Powder Processing Solutions – Pulverizers, Grinders & Mixers | Pcreate Machinery
Powder Processing Solutions – Pulverizers, Grinders & Mixers | Pcreate Machinery